دليل حل مشاكل جودة الطباعة ثلاثية الأبعاد
تواجه مشاكل في طباعاتك؟ اضغط على أي مشكلة لعرض الأسباب والحلول.
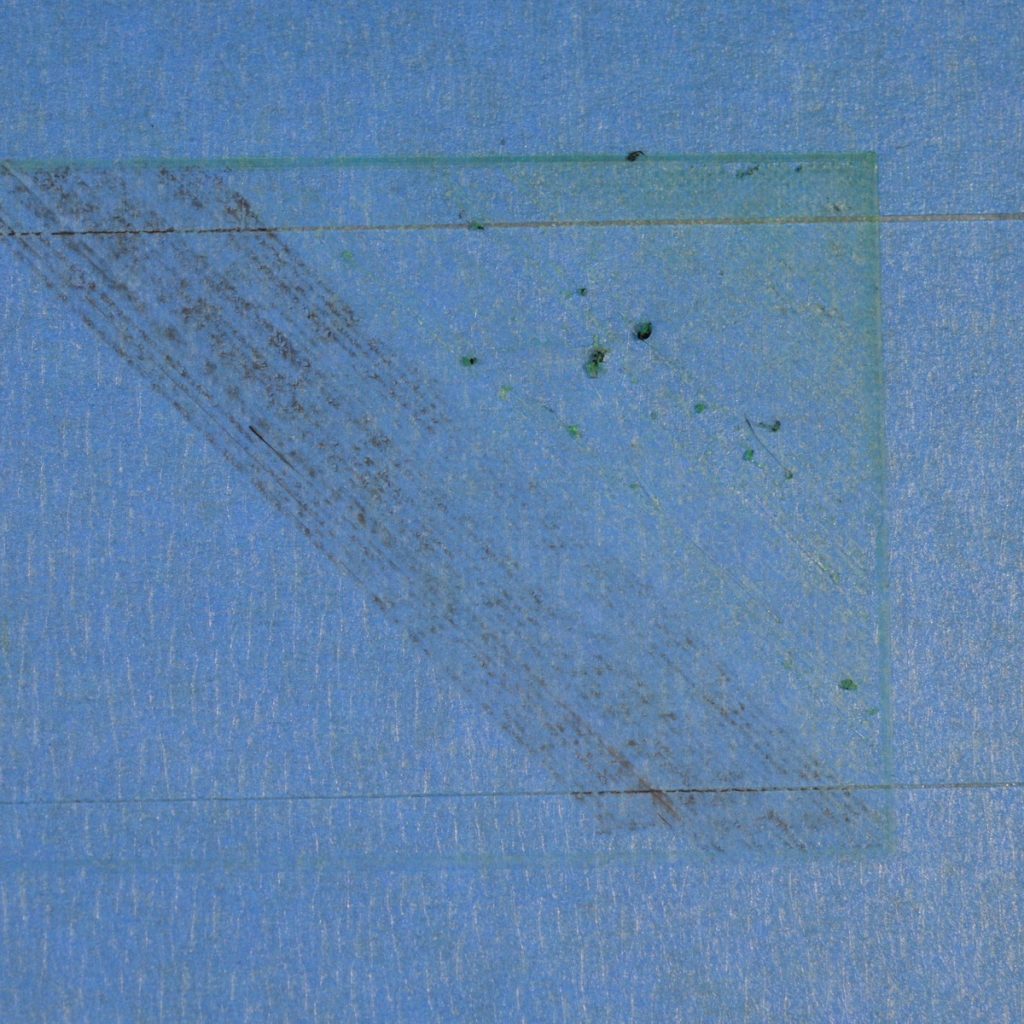
١. الطبقة الأولى لا تلتصق بالسطح
الطبقة الأولى تنفصل أو تنزلق أثناء الطباعة…
الأسباب:
- المسافة بين الفوهة والسطح كبيرة جداً.
- السطح متسخ بالزيوت أو الغبار.
- درجة حرارة السطح منخفضة.
- سرعة الطبقة الأولى مرتفعة.
الحلول:
- أعد معايرة السطح: مقاومة خفيفة عند تمرير ورقة بين الفوهة والسطح.
- نظف السطح بكحول الآيزوبروبيل قبل كل طباعة.
- ارفع درجة حرارة السطح 5 درجات في كل مرة.
- قلل سرعة الطبقة الأولى إلى 20–30% من السرعة العادية.
- أضف Brim للقطع الصغيرة أو الطويلة.
٢. الالتواء (رفع الزوايا عن السطح)
حواف أو زوايا الطباعة تنحني للأعلى وتنفصل…
الأسباب:
- التبريد السريع يسبب انكماشاً غير متساوٍ بين الطبقات.
- تيارات هواء بارد تبرد الطباعة بشكل غير منتظم.
- القطع المسطحة الكبيرة أكثر عرضة لهذه المشكلة.
الحلول:
- استخدم سطحاً مدفأً: ABS يحتاج 90–110°C، PLA عند 50–65°C.
- أغلق الطابعة بغطاء لحبس الحرارة ومنع تيارات الهواء.
- أضف Brim بعرض 3–8 مم لتثبيت القطعة.
- ضع طبقة رفيعة من الغراء على السطح.
- قلل سرعة مروحة التبريد في الطبقات الأولى.
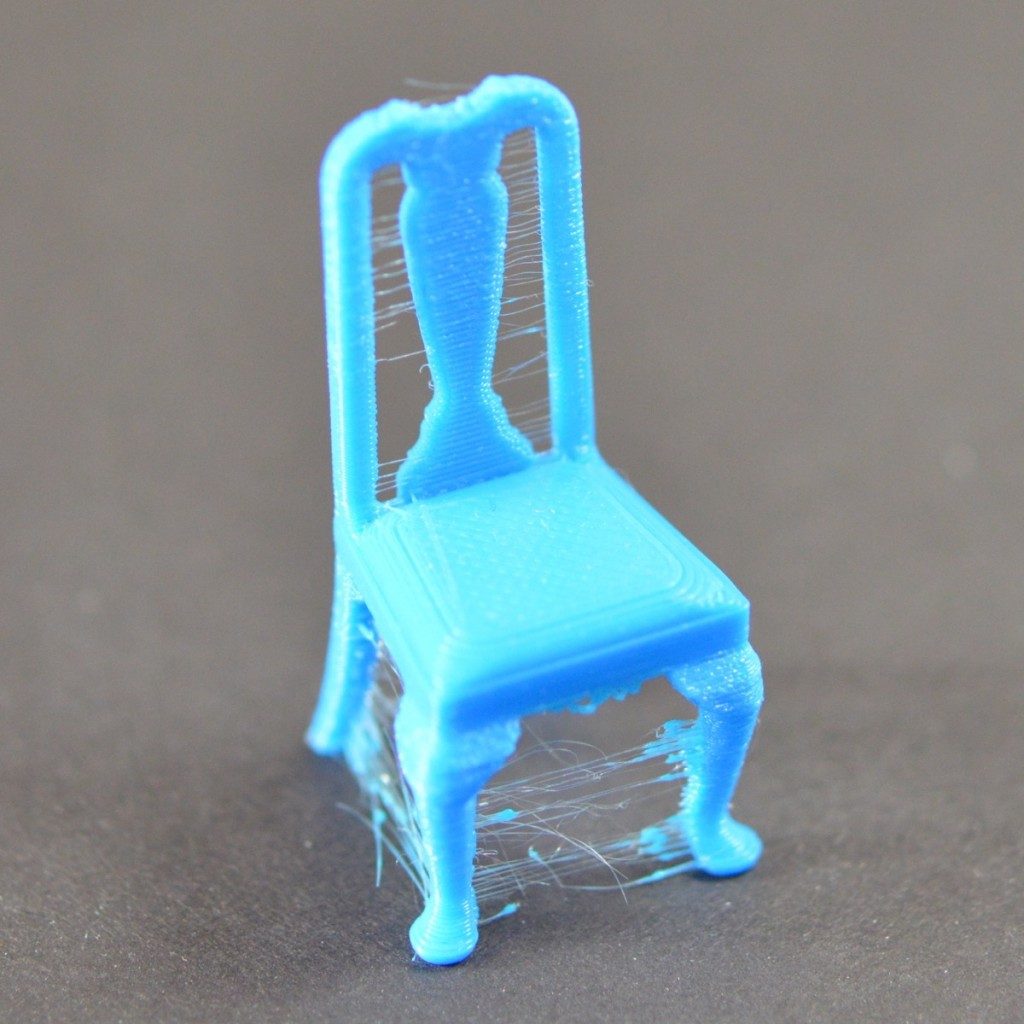
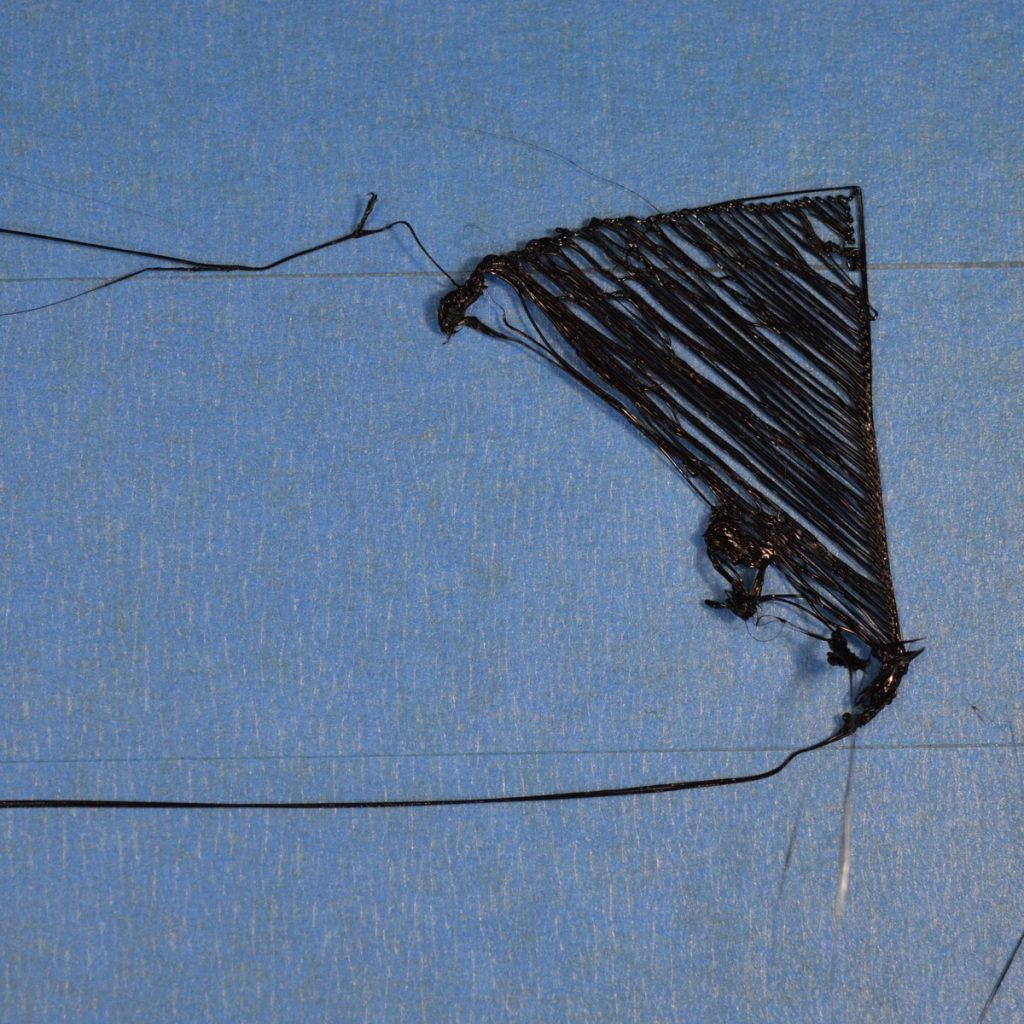
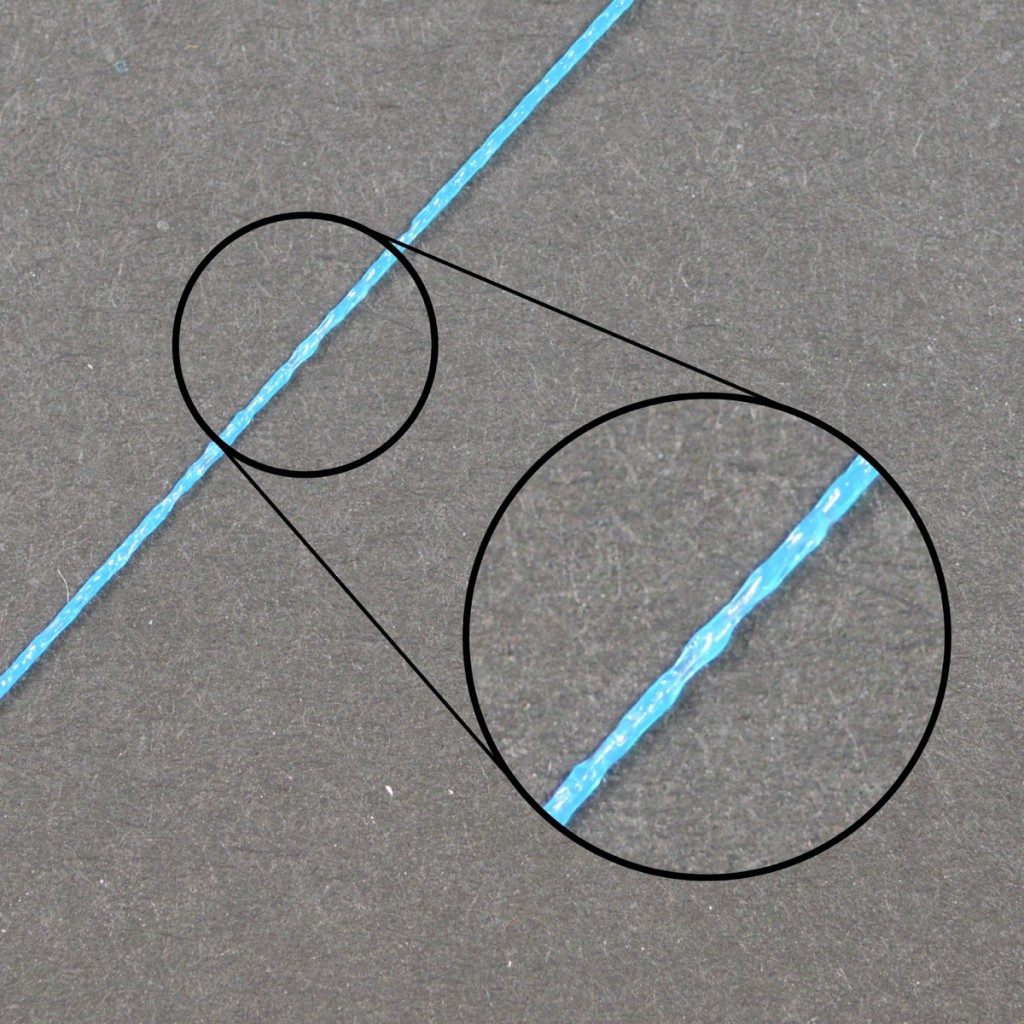
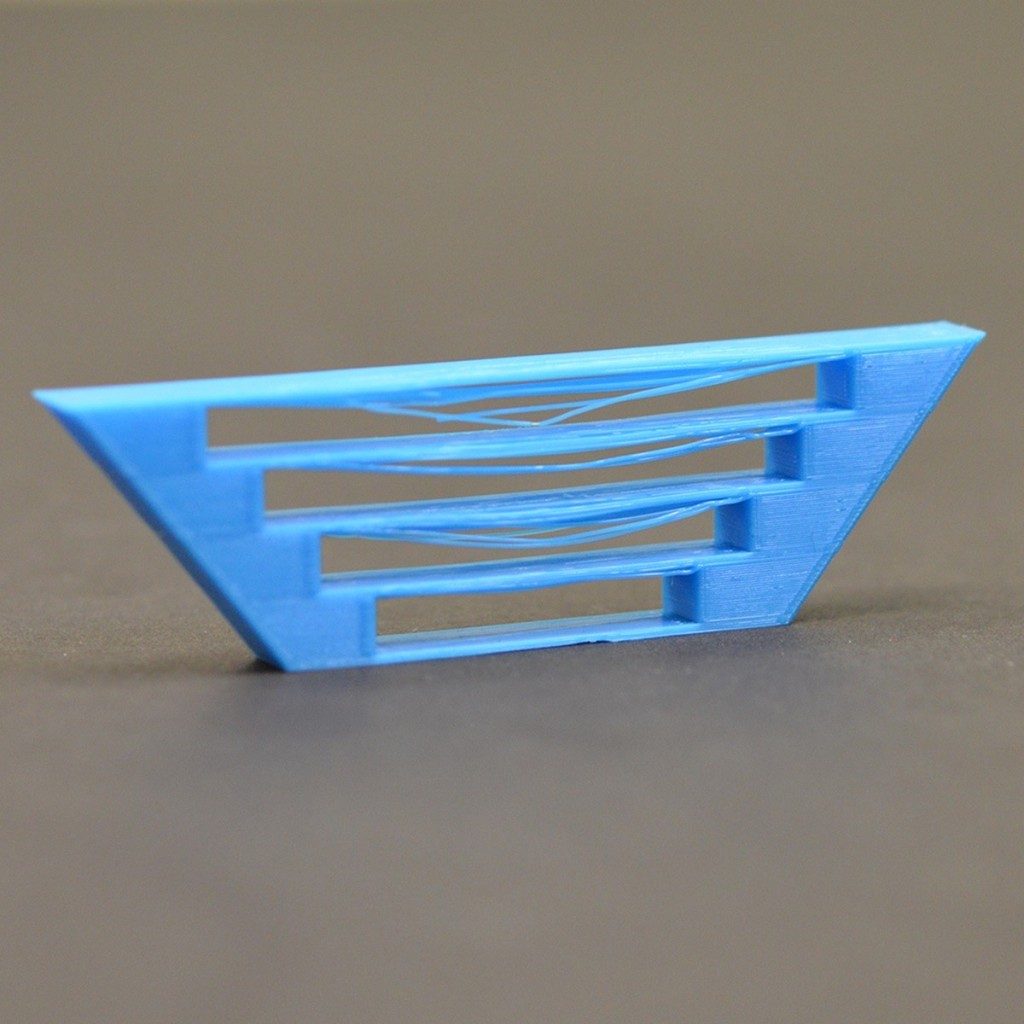
٣. تسرب الخيوط (Stringing)
خيوط بلاستيكية رفيعة تشبه خيوط العنكبوت…
الأسباب:
- درجة الحرارة مرتفعة — يتسرب البلاستيك أثناء تنقلات الرأس.
- إعدادات السحب (Retraction) ضعيفة أو معطلة.
- سرعة التنقل بطيئة.
الحلول:
- اخفض درجة الحرارة 5 درجات في كل مرة.
- فعّل السحب: 4–6 مم لـ Bowden، و1–2 مم للمحرك المباشر.
- ارفع سرعة التنقل إلى 150–200 مم/ثانية.
- فعّل "Combing" في Cura أو "تجنب التنقل فوق المحيط" في PrusaSlicer.

٤. نقص البثق (Under Extrusion)
فجوات بين الخطوط، طبقات مفقودة، ضعف في التماسك…
الأسباب:
- درجة الحرارة منخفضة — الفيلامنت لا يتدفق بحرية.
- انسداد جزئي أو كلي في الفوهة.
- معايرة خطوات البثق غير صحيحة.
- سرعة الطباعة أعلى مما يستطيع البثق تحمله.
الحلول:
- ارفع درجة الحرارة 5–10 درجات.
- نظف الفوهة: السحب البارد أو إزالة الانسداد وهي ساخنة.
- أعد معايرة خطوات البثق — ابثق 100 مم وقِس ما يخرج فعلاً.
- قلل سرعة الطباعة 20–30%.
- ارفع معامل التدفق قليلاً في برنامج التقطيع.
٥. زيادة البثق (Over Extrusion)
أسطح دهنية، خطوط عريضة، أبعاد غير دقيقة…
الأسباب:
- معامل التدفق مضبوط على قيمة مرتفعة.
- قطر الفيلامنت في برنامج التقطيع لا يطابق القطر الفعلي.
الحلول:
- قِس قطر الفيلامنت بالفرجار في عدة نقاط وحدّث الإعداد.
- قلل معامل التدفق 5% في كل مرة حتى تبدو الأسطح نظيفة.
- اطبع مكعب معايرة وقارن الأبعاد المقيسة بالمتوقعة.
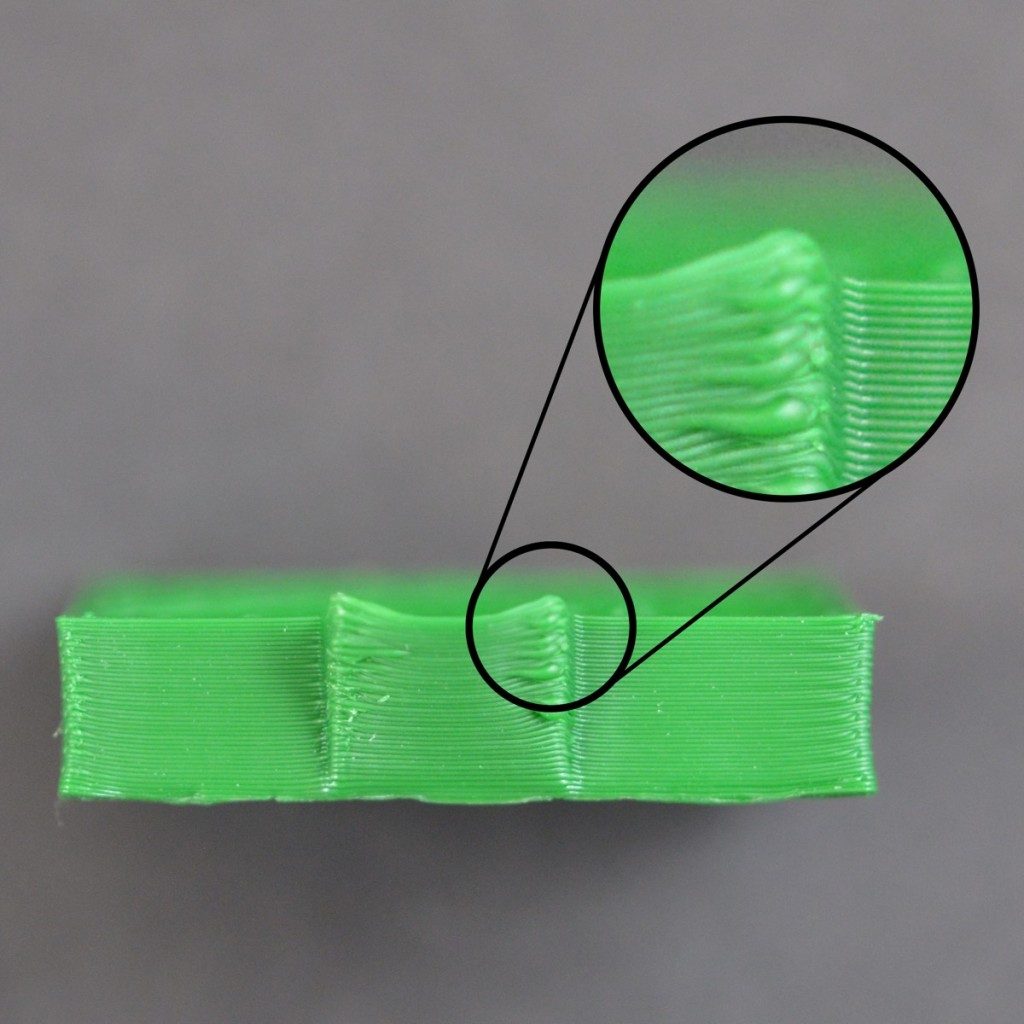
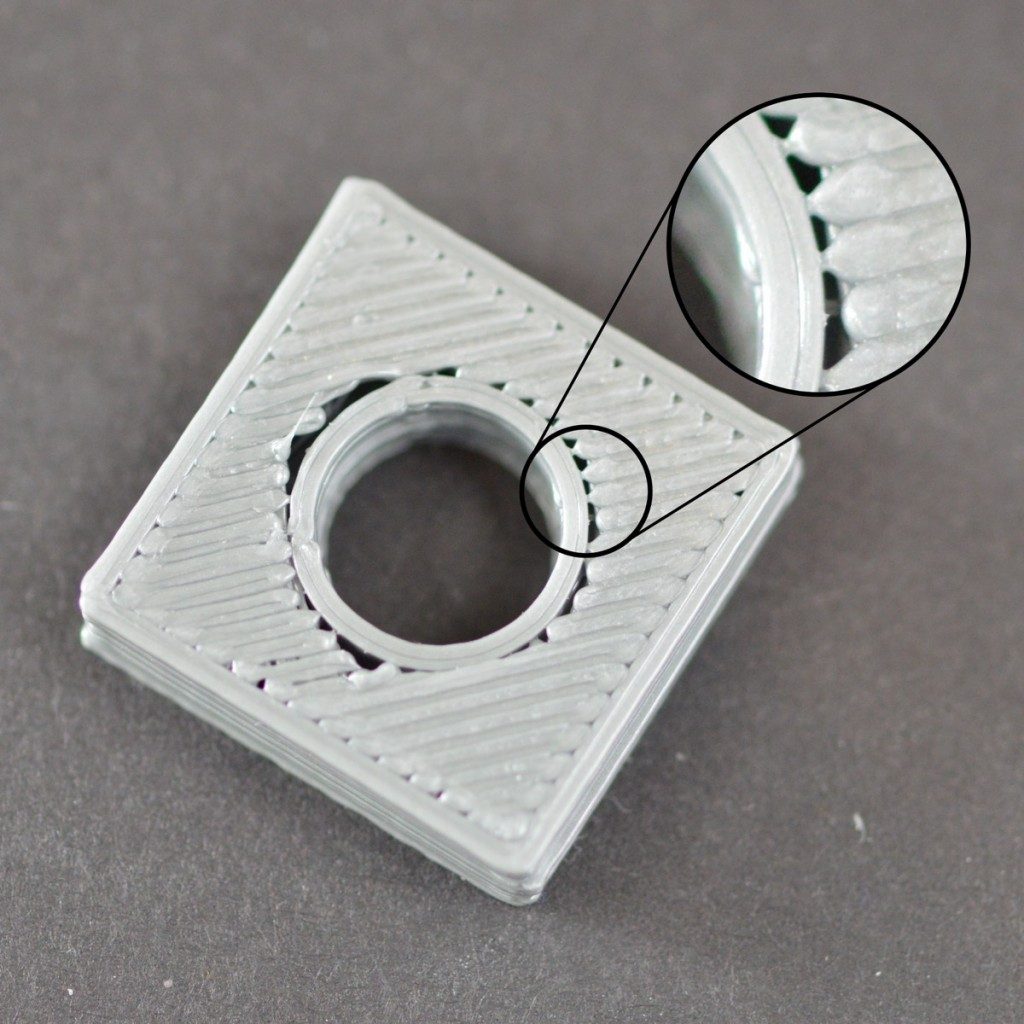
٦. انفصال الطبقات
شقوق أفقية بين الطبقات — يمكن تفكيك الطباعة باليد…
الأسباب:
- درجة الحرارة منخفضة — الطبقات لا ترتبط ببعضها.
- ارتفاع الطبقة كبير مقارنة بقطر الفوهة.
- التبريد مفرط بين الطبقات.
الحلول:
- ارفع درجة الحرارة 5–10 درجات.
- اضبط ارتفاع الطبقة على أقل من 80% من قطر الفوهة.
- قلل سرعة المروحة لإتاحة وقت أطول لاندماج الطبقات.
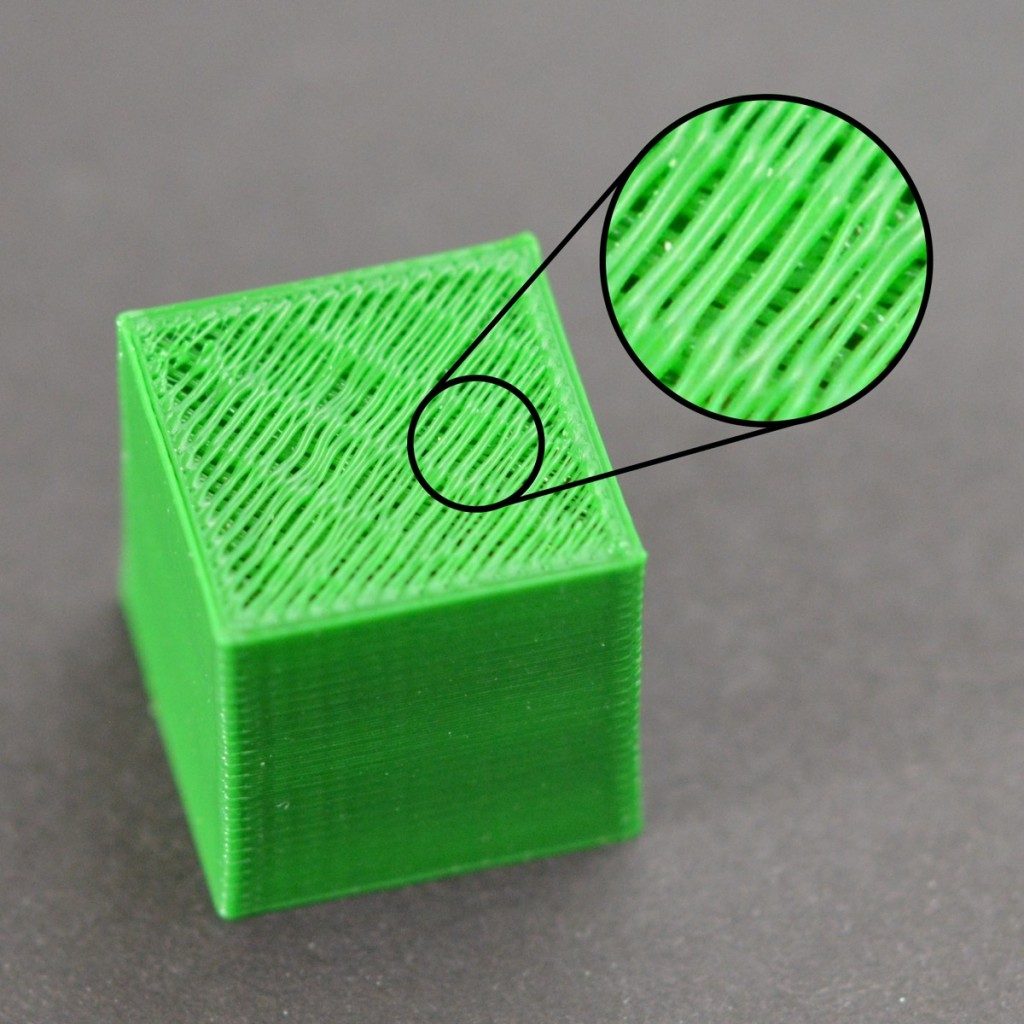
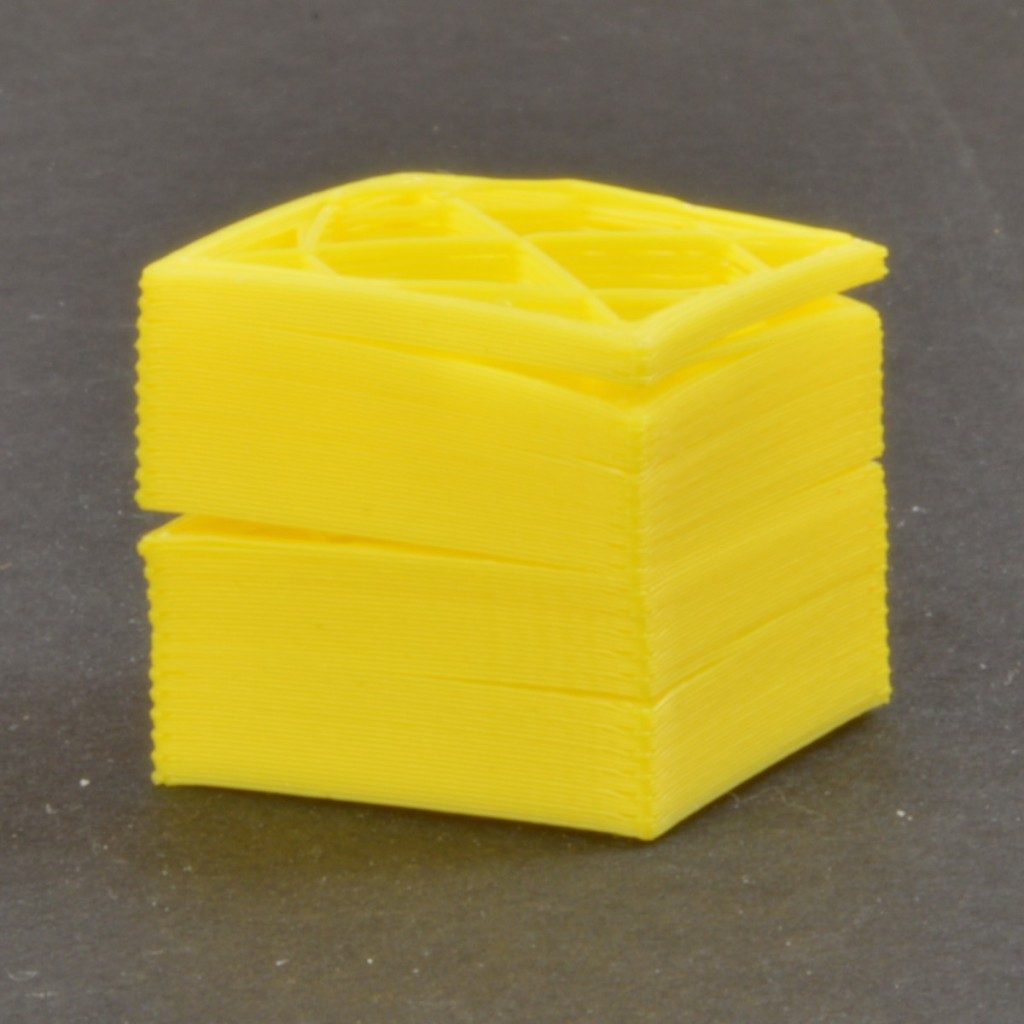
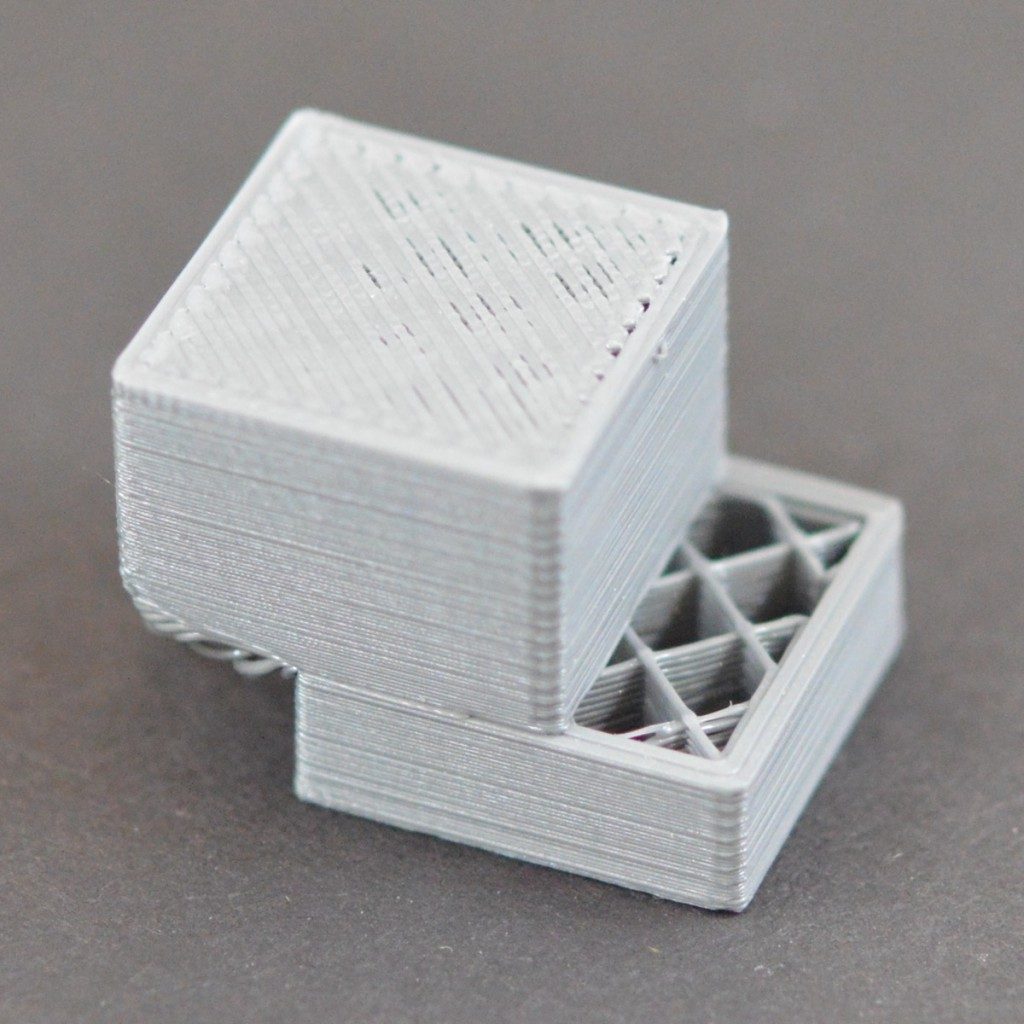
٧. فجوات في الطبقات العلوية
ثقوب صغيرة أو فجوات في سطح القطعة العلوي…
الأسباب:
- عدد الطبقات العلوية الصلبة غير كافٍ.
- نقص في البثق يحرم السطح من المادة الكافية.
- نسبة الحشو منخفضة جداً.
الحلول:
- زد الطبقات العلوية إلى 4–6 على الأقل.
- ارفع نسبة الحشو إلى 20% على الأقل.
- عالج أي مشكلة نقص بثق (راجع البند الرابع).
٨. قدم الفيل (Elephant's Foot)
قاع الطباعة أوسع مما يجب…
الأسباب:
- الفوهة قريبة جداً من السطح — الطبقة الأولى مضغوطة.
- درجة حرارة السطح مرتفعة تُبقي الطبقة الأولى طرية.
الحلول:
- ارفع الفوهة قليلاً عند إعادة المعايرة.
- اخفض درجة حرارة السطح 5 درجات.
- فعّل "تعويض قدم الفيل" في PrusaSlicer أو Cura.
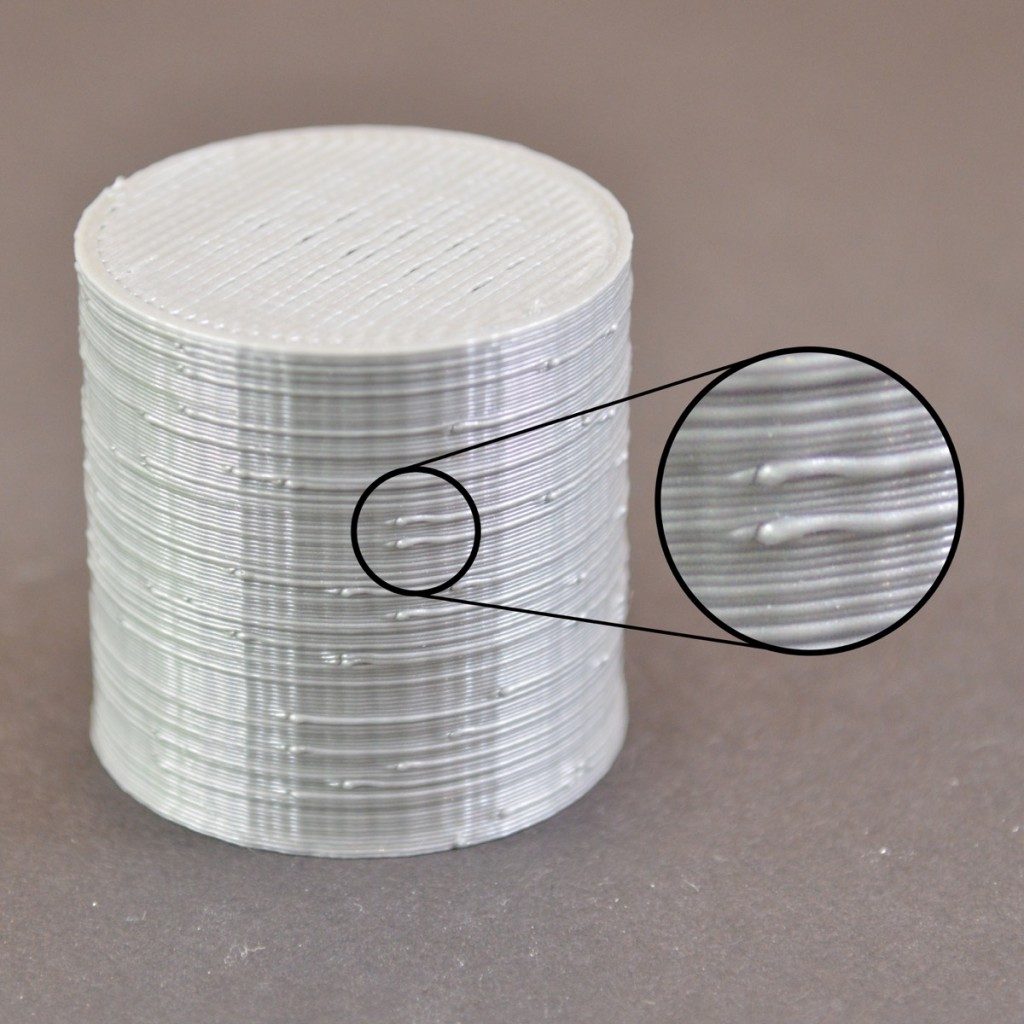
٩. نتوءات وحبوب على السطح
نتوءات صغيرة على الجدران الخارجية في منطقة التقاطع…
الأسباب:
- ضغط يتراكم داخل الفوهة عند تغيير الاتجاه ثم يُفرج عنه دفعة.
- مسافة السحب كبيرة تسبب تسرباً عند إعادة البدء.
الحلول:
- فعّل "Coasting" لتخفيف الضغط قبل نهاية الخط.
- اضبط موضع التقاطع على الخلف لإخفاء النتوءات.
- اضبط السحب بدقة بتعديلات 0.5 مم.
١٠. التموج والاهتزاز (Ghosting)
أنماط موجية على الأسطح الرأسية بعد الحواف الحادة…
الأسباب:
- اهتزاز هيكل الطابعة بسبب الحركات السريعة.
- أحزمة مرخية أو مسامير هيكل غير محكمة.
الحلول:
- قلل السرعة والتسارع — من 60 إلى 40 مم/ثانية يُحدث فرقاً واضحاً.
- شد جميع الأحزمة حتى تشعر بمقاومة عند النقر عليها.
- أحكم ربط مسامير الهيكل والصواميل اللامركزية.
- فعّل Input Shaping إن كان البرنامج الثابت يدعمه.
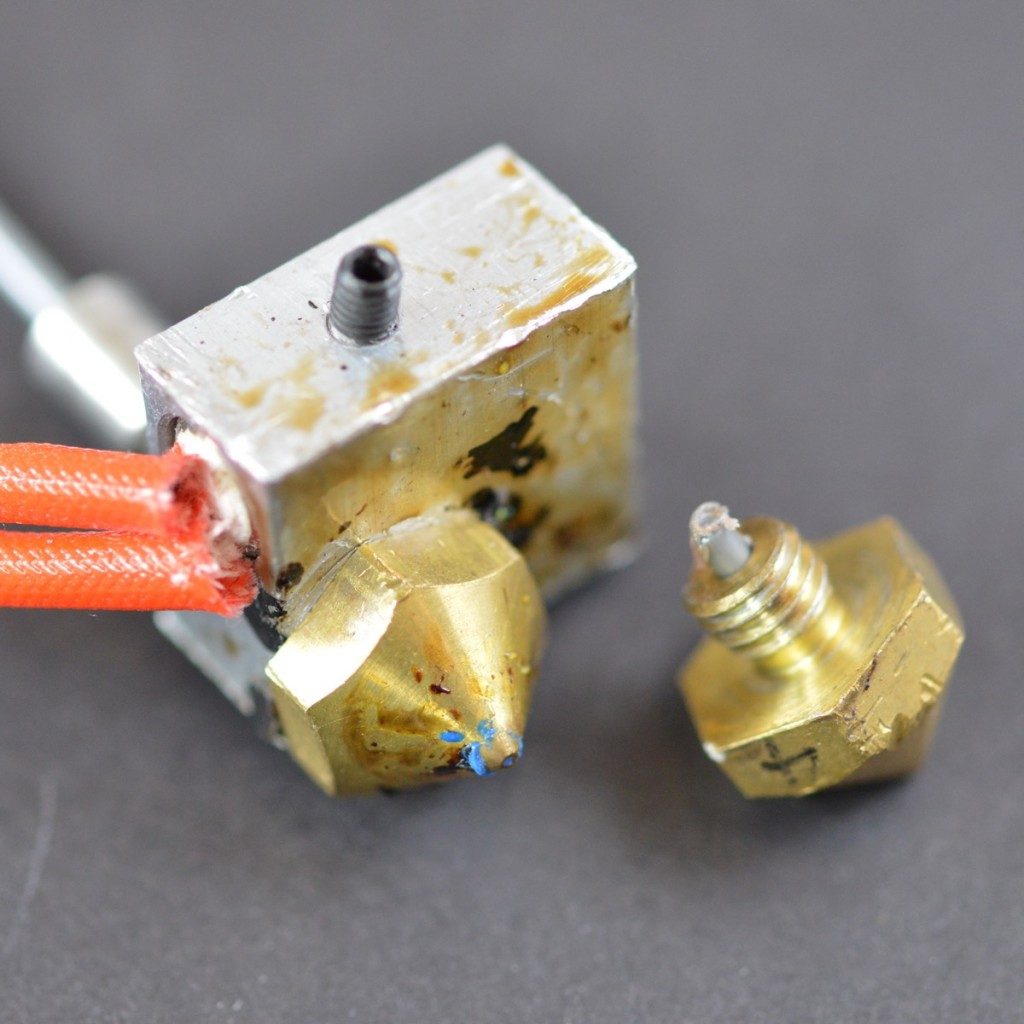
١١. انسداد الفوهة
توقف الفيلامنت عن الخروج، أصوات طحن من المحرك…
الأسباب:
- تراكم فيلامنت محترق داخل الفوهة بمرور الوقت.
- الطباعة بدرجة حرارة منخفضة تسبب ذوباناً جزئياً يتصلب.
- شوائب أو مواد غريبة في الفيلامنت.
الحلول:
- السحب البارد: سخّن للدرجة العادية، ادفع الفيلامنت، برّد إلى 90°C ثم اسحب بقوة.
- استخدم إبرة رفيعة لاختراق الفوهة من الطرف وهي ساخنة.
- للانسدادات الشديدة: انزع الفوهة وانقعها في الأسيتون (ABS فقط) أو نظفها بالشعلة.
- استبدل الفوهة — ثمنها رخيص وهو الحل الأسرع أحياناً.
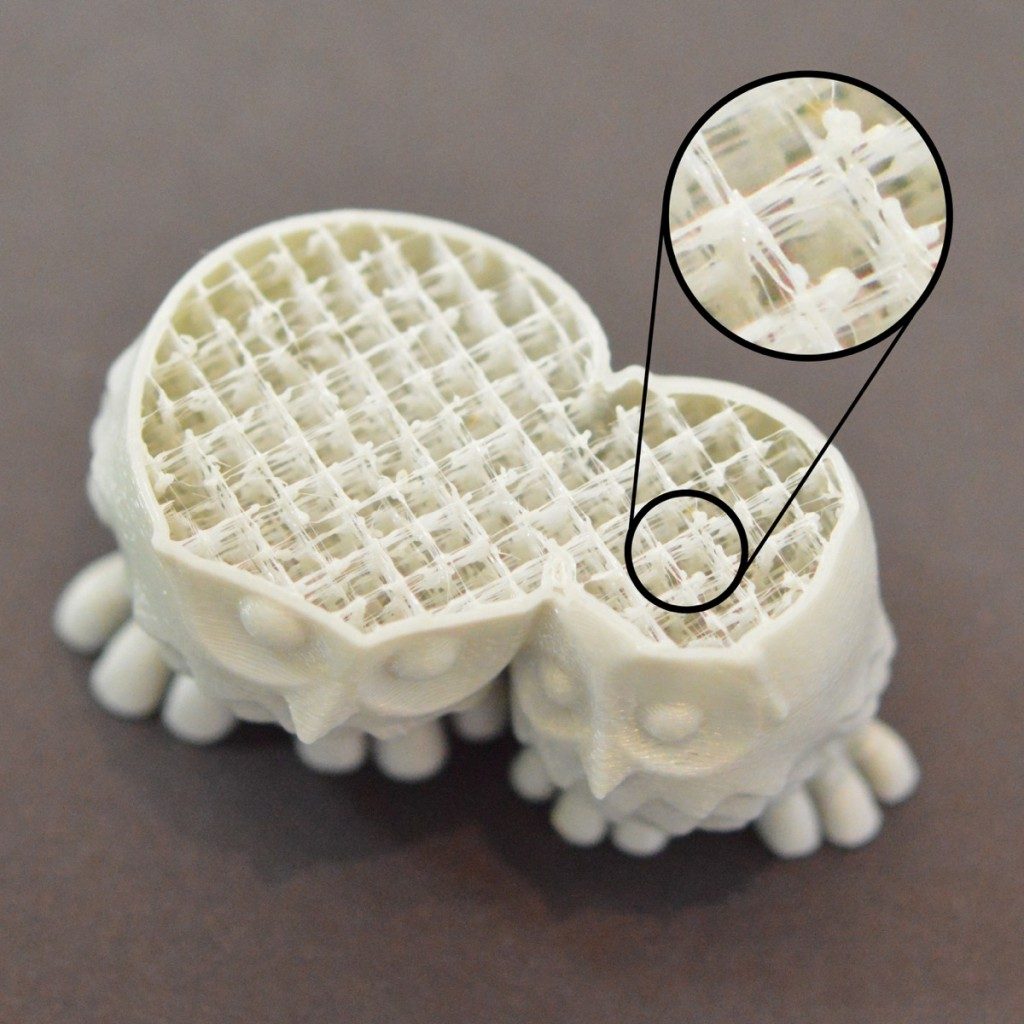
١٢. تقوس السطح العلوي (Pillowing)
نتوءات مستديرة على السطح العلوي — السطح ليس مستوياً…
الأسباب:
- التبريد السريع يجعل الطبقات العلوية تتصلب قبل جسر فجوات الحشو.
- عدد الطبقات العلوية غير كافٍ.
- نسبة الحشو منخفضة جداً.
الحلول:
- زد الطبقات العلوية الصلبة إلى 5–7.
- ارفع نسبة الحشو إلى 20–30%.
- قلل سرعة مروحة التبريد في الطبقات العلوية.
١٣. لا يخرج فيلامنت في بداية الطباعة
لا يخرج أي فيلامنت في الثواني أو الطبقات الأولى…
الأسباب:
- الفوهة لم تُهيَّأ قبل الطباعة — فقدان الضغط أثناء التسخين.
- السحب في نهاية الطباعة السابقة سحب الفيلامنت بعيداً جداً.
- كود البداية (Start G-code) لا يحتوي على خط تنظيف.
الحلول:
- أضف خط تنظيف إلى كود البداية لتهيئة الفوهة قبل الطباعة.
- قلل مسافة السحب في نهاية الطباعة.
- ابثق يدوياً بضعة ملم قبل البدء للتأكد من وصول الفيلامنت للطرف.
١٤. توقف البثق في منتصف الطباعة
تبدأ الطباعة بشكل طبيعي ثم يتوقف الفيلامنت فجأة…
الأسباب:
- تشابك البكرة وتوقفها عن الدوران.
- المحرك طحن الفيلامنت (راجع البند ١٥).
- انسداد تدريجي بسبب ارتفاع الحرارة في منطقة التبريد (Heat Creep).
- انتهاء الفيلامنت.
الحلول:
- تحقق من البكرة وتأكد من أنها تدور بحرية دون تشابك.
- تأكد من أن مروحة تبريد الـ Heatsink تعمل دائماً.
- استخدم Hotend معدنياً بالكامل للفيلامنت المرن أو عالي الحرارة.
- ركّب حساس نفاد الفيلامنت لإيقاف الطباعة تلقائياً.
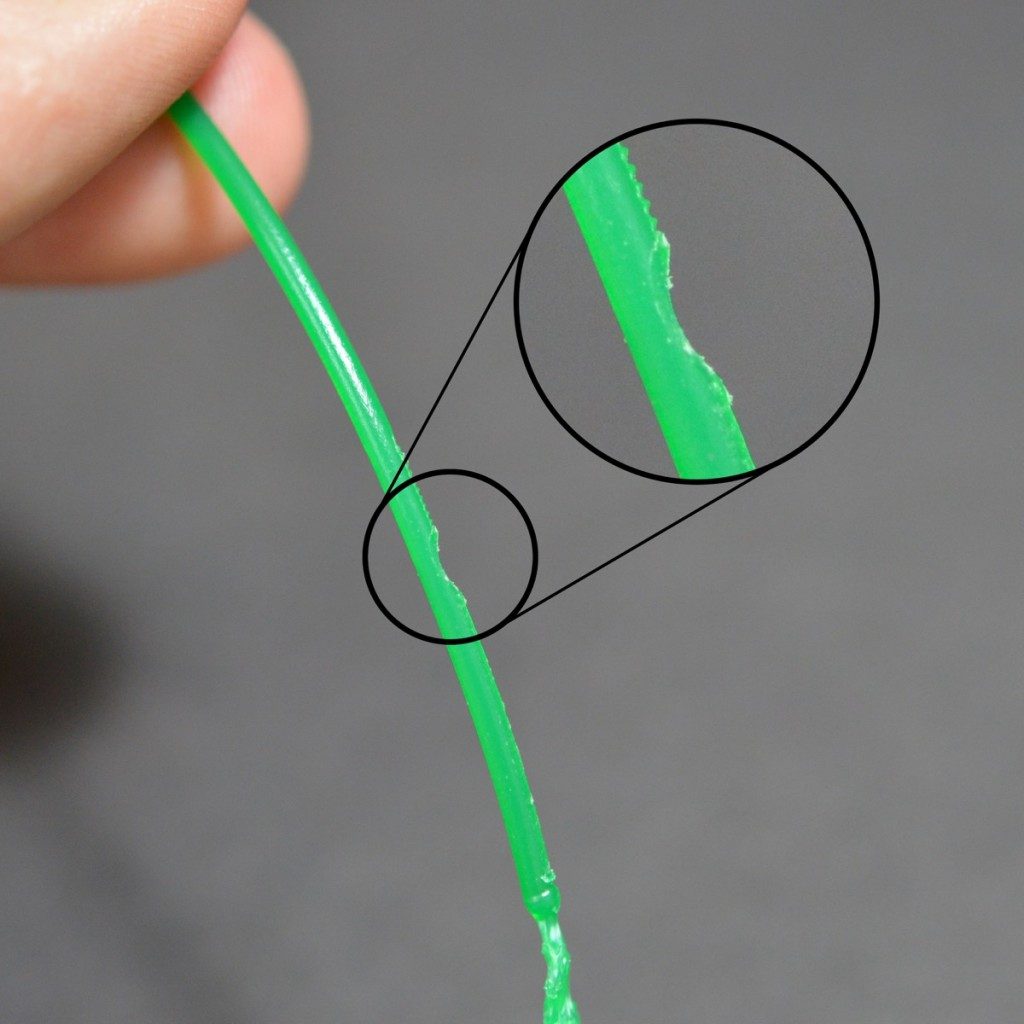
١٥. طحن أو تآكل الفيلامنت
أصوات نقر من المحرك وغبار بلاستيكي وفيلامنت مُتآكَل…
الأسباب:
- الفوهة مسدودة أو بارية — المحرك يدفع لكن الفيلامنت لا يتحرك.
- السرعة أو السحب مرتفعان فوق طاقة المحرك.
- ضغط ذراع المحرك شديد جداً مما يعض في الفيلامنت اللين.
الحلول:
- نظف الفوهة أولاً — الطحن عادةً عرَض لمشكلة أخرى.
- ارفع درجة الحرارة لتسهيل تدفق الفيلامنت.
- قلل سرعة الطباعة ومسافة السحب.
- اضبط شد ذراع المحرك — يكفي للإمساك دون الحك.
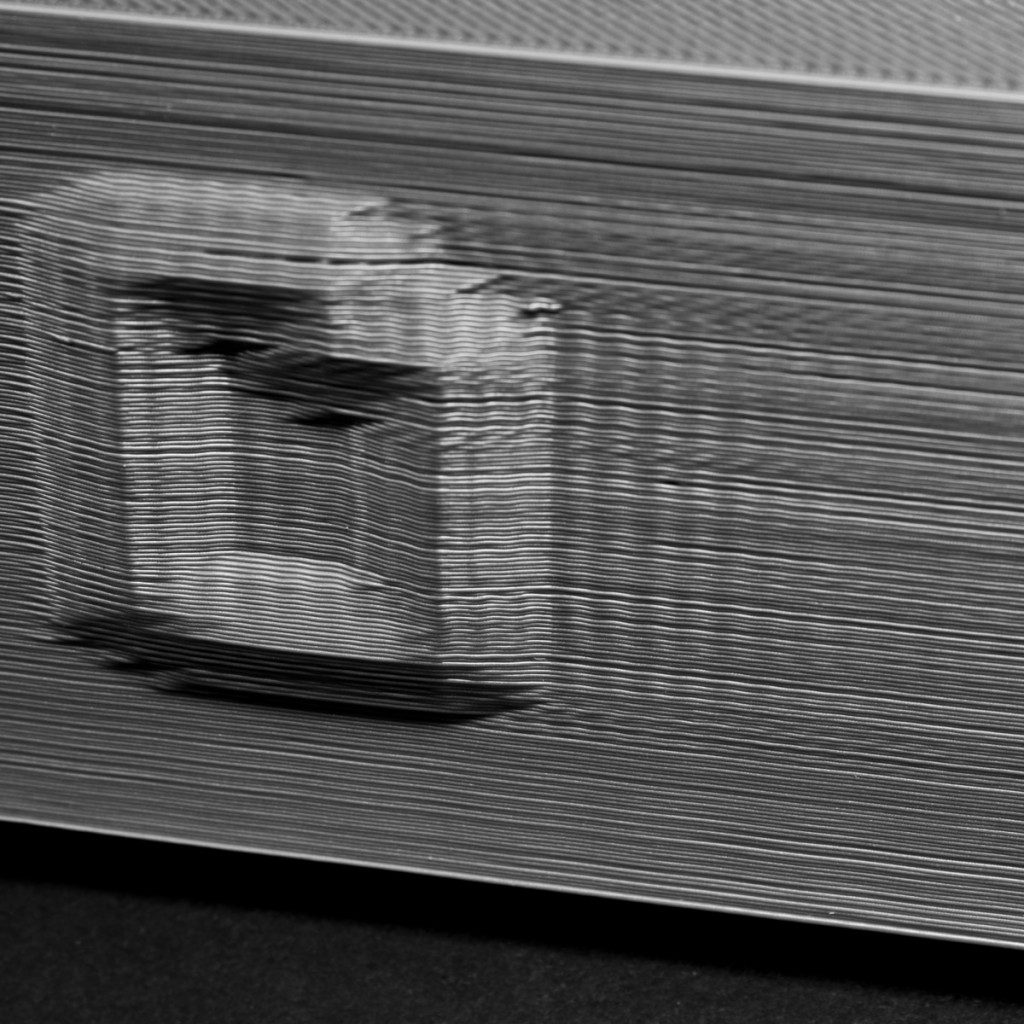
١٦. انزياح الطبقات
الطبقات تنزاح فجأة لأحد الجانبين — الطباعة تبدو كالسلم…
الأسباب:
- الأحزمة مرخية — المحرك يفقد خطواته عند الحركة السريعة.
- سرعة الطباعة مرتفعة جداً.
- اصطدام الفوهة بنتوء أو تشوه في الطباعة.
- تيار المحرك منخفض — لا يملك عزماً كافياً.
الحلول:
- شد أحزمة X وY — يجب أن تكون بشد محكم كوتر الغيتار.
- قلل سرعة الطباعة والتسارع.
- تحقق من مشاكل الالتصاق التي تسبب نتوءات وتصادمات.
- ارفع تيار المحرك قليلاً في البرنامج الثابت (بحذر).
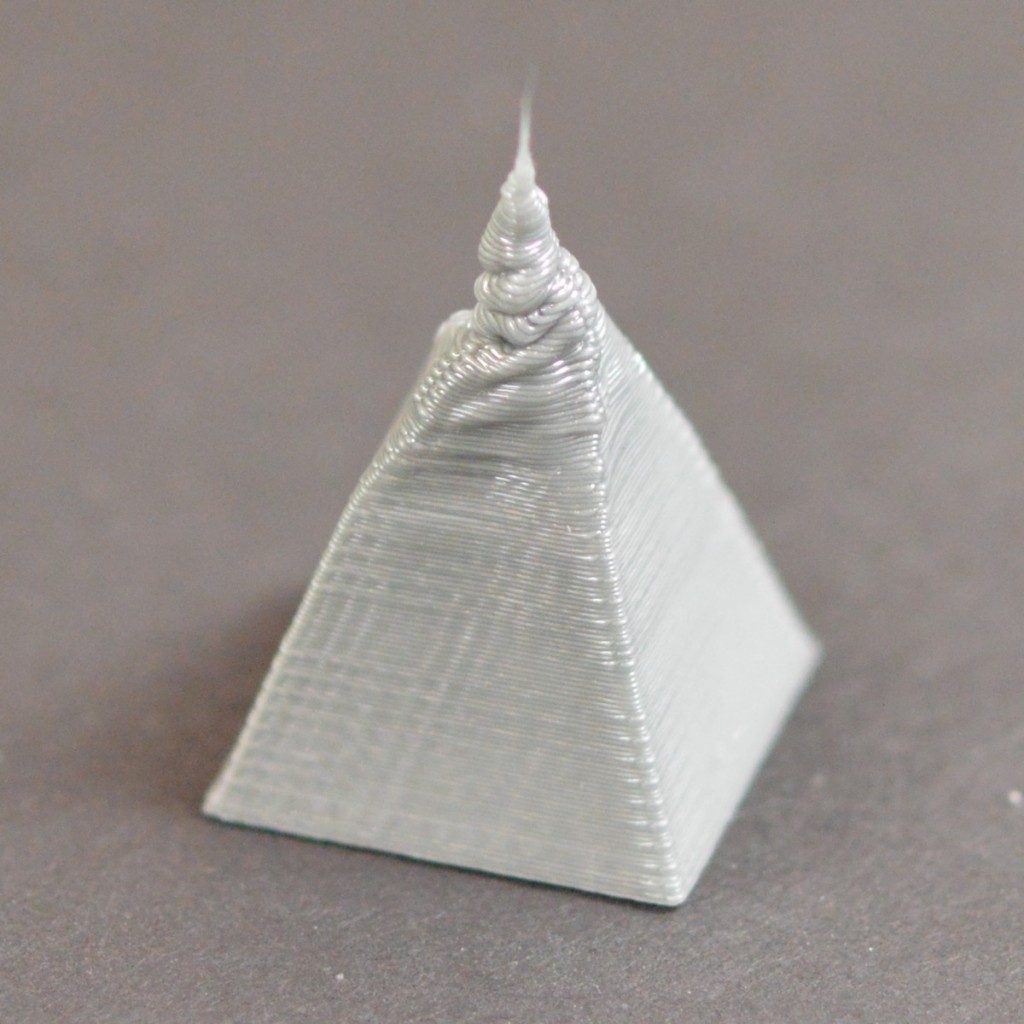
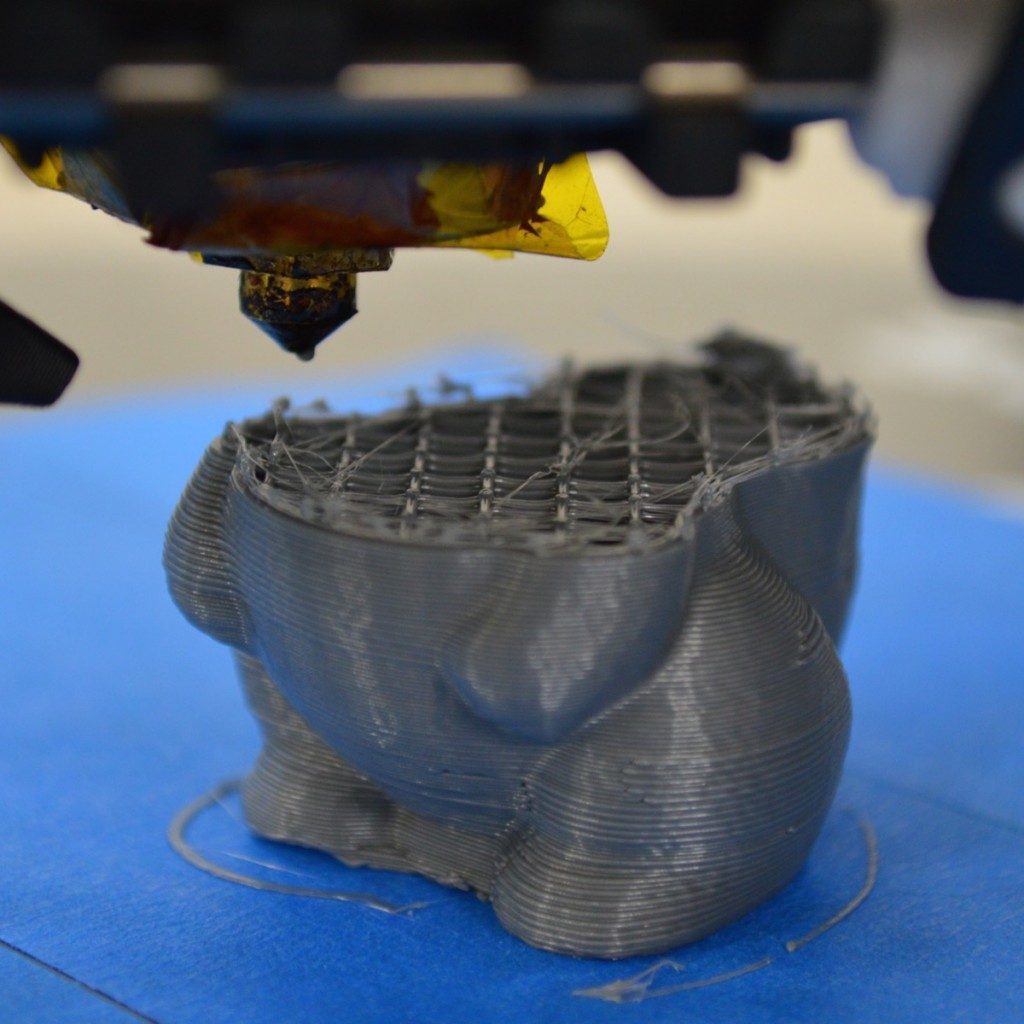
١٧. ارتفاع الحرارة في التفاصيل الصغيرة
الأبراج الرفيعة والتفاصيل الصغيرة تذوب وتتشوه في الأعلى…
الأسباب:
- المقاطع الصغيرة تطبع بسرعة كبيرة دون وقت كافٍ للتبريد بين الطبقات.
- تدفق هواء مروحة التبريد غير كافٍ.
- درجة الحرارة مرتفعة جداً للتفاصيل الدقيقة.
الحلول:
- فعّل "الحد الأدنى لوقت الطبقة" في برنامج التقطيع (10–15 ثانية).
- ارفع مروحة التبريد إلى 100% لـ PLA.
- اطبع نسختين في نفس الوقت لإعطاء كل منهما وقتاً للتبريد.
- اخفض درجة الحرارة 5 درجات.
١٨. حشو ضعيف أو خيطي
الحشو رخو أو غير مترابط مع الجدران…
الأسباب:
- سرعة الحشو مرتفعة جداً — الفوهة لا تواكب ويحدث نقص بثق.
- التداخل بين الحشو والمحيط منخفض جداً.
- نقص بثق عام يؤثر على الحشو بشكل أوضح.
الحلول:
- قلل سرعة الحشو لتتناسب مع ما يستطيعه الـ Hotend.
- ارفع تداخل الحشو مع المحيط إلى 25–30%.
- عالج أي مشكلة نقص بثق عامة (راجع البند الرابع).
١٩. فجوة بين الحشو والجدران الخارجية
فجوة مرئية بين خطوط الحشو وجدران الطباعة…
الأسباب:
- نسبة تداخل الحشو منخفضة — خطوط الحشو لا تصل إلى المحيط.
- فرق كبير في السرعة بين المحيط والحشو.
الحلول:
- ارفع تداخل الحشو إلى 25–35%.
- قلل الفرق في السرعة بين المحيط والحشو.
- ارفع معامل التدفق قليلاً لضمان عرض خطوط كافٍ.
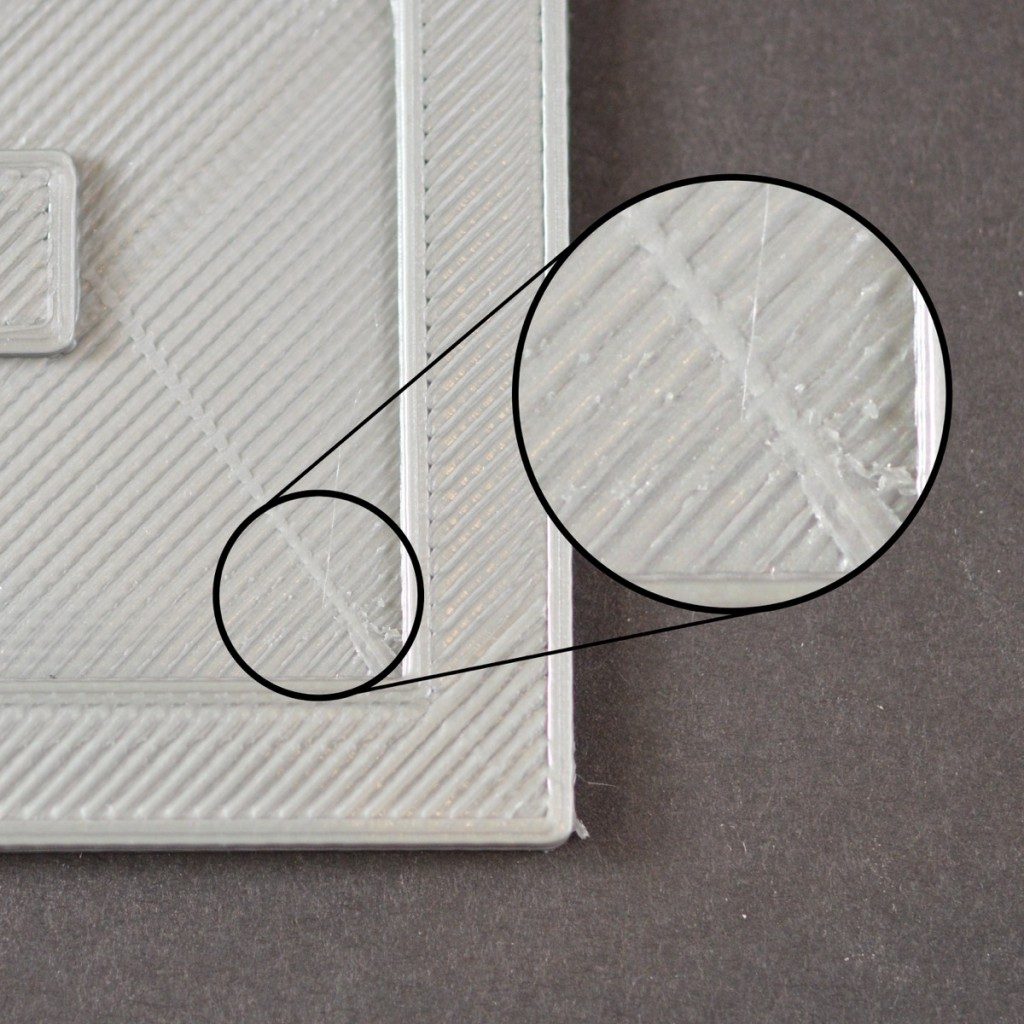
٢٠. خدوش على السطح العلوي
الفوهة تسحب على السطح وتترك أخاديد أو علامات…
الأسباب:
- زيادة البثق ترفع الخطوط — الفوهة تحكها عند المرور.
- Z-hop معطل — الفوهة تتنقل فوق الأسطح المطبوعة مباشرة.
- Combing معطل فتتنقل الفوهة فوق مناطق مطبوعة.
الحلول:
- فعّل Z-hop (0.1–0.2 مم) لترفع الفوهة فوق السطح أثناء التنقل.
- فعّل Combing للحفاظ على التنقل داخل المناطق المطبوعة.
- اضبط معامل التدفق لتجنب الخطوط المرتفعة.
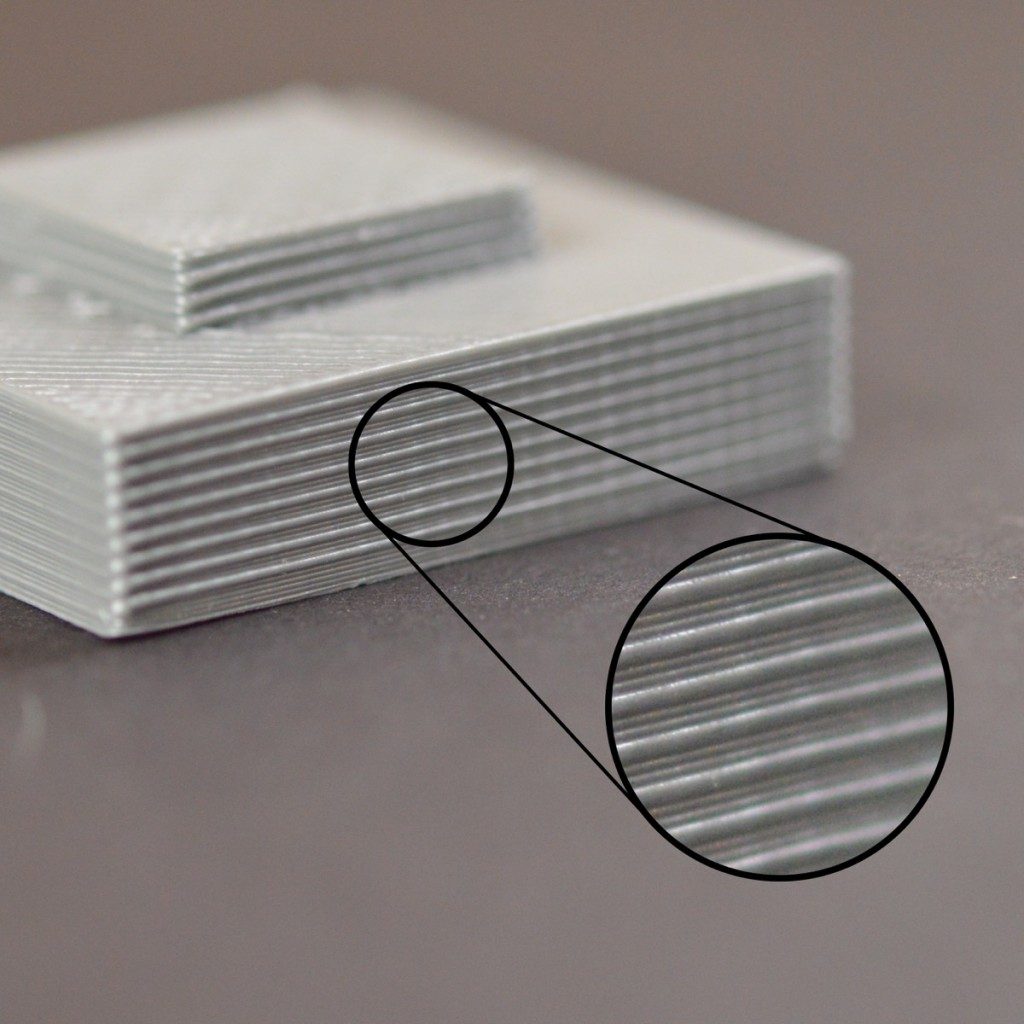
٢١. خطوط أو نقوش على جانب الطباعة
خطوط أفقية أو حلقات تتكرر بانتظام على الجدران الخارجية…
الأسباب:
- اهتزاز أو اعوجاج في مسمار Z يسبب تبايناً دورياً في الارتفاع.
- بثق غير منتظم — تفاوت في قطر الفيلامنت أو شد المحرك.
- تذبذب درجة الحرارة يغير لزوجة الفيلامنت طبقة بطبقة.
الحلول:
- تحقق من مسمار Z للاعوجاج — نظفه وشحمه.
- استخدم وصلة مرنة بين محرك Z ومسمار القيادة.
- جفف الفيلامنت — الرطوبة تسبب تدفقاً غير منتظم.
- تأكد من وضع الطابعة على سطح ثابت خالٍ من الاهتزاز.

٢٢. فجوات في الجدران الرفيعة
الأجزاء الرفيعة بها ثقوب أو لا تُطبع أصلاً…
الأسباب:
- سماكة الجدار ليست مضاعفاً صحيحاً لقطر الفوهة.
- إعداد "ملء الفجوات الرفيعة" معطل في برنامج التقطيع.
الحلول:
- فعّل "Fill Thin Gaps" أو "Thin Wall Detection" في برنامج التقطيع.
- صمم الجدران كمضاعفات لقطر الفوهة (0.4، 0.8، 1.2 مم لفوهة 0.4 مم).
- زد عرض البثق قليلاً لسد الفجوات الضيقة.
٢٣. تفاصيل صغيرة لا تُطبع
تفاصيل دقيقة أو ثقوب في النموذج مفقودة كلياً…
الأسباب:
- التفاصيل أصغر من قطر الفوهة — يتجاهلها برنامج التقطيع صامتاً.
- حد الدقة في برنامج التقطيع مرتفع جداً يدمج التفاصيل الصغيرة.
الحلول:
- استخدم فوهة أصغر (0.25 مم) للنماذج عالية التفصيل.
- اخفض حد "الحجم الأدنى للتفصيل" في برنامج التقطيع.
- أعد تصميم التفاصيل لتكون بحجم مرتين قطر الفوهة على الأقل.
- تحقق من المعاينة في برنامج التقطيع قبل الطباعة.
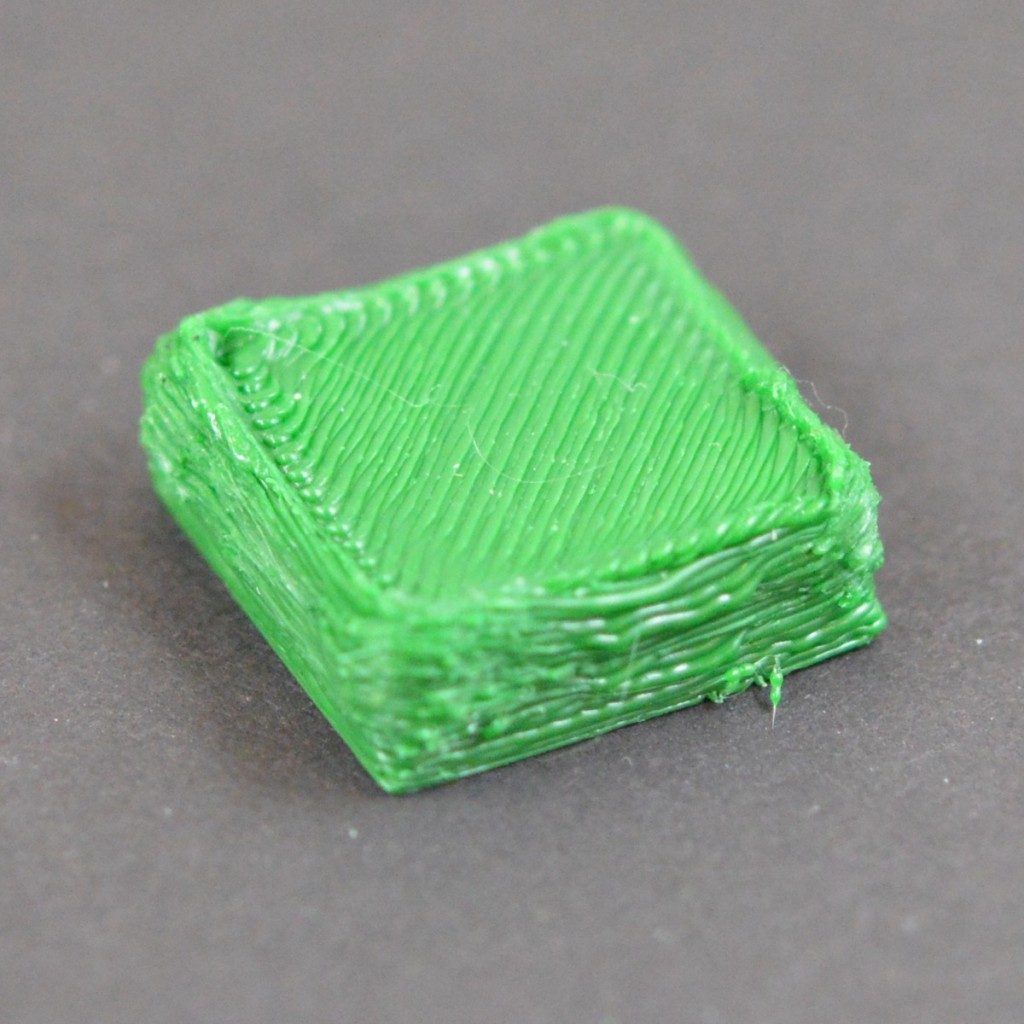
٢٤. بثق غير منتظم
مناطق سميكة ورفيعة عشوائية تعطي الطباعة ملمساً غير متساوٍ…
الأسباب:
- تفاوت في قطر الفيلامنت — فيلامنت رخيص أو مخزن بشكل سيئ.
- انسداد جزئي يسبب تدفقاً متقطعاً.
- فيلامنت رطب — الرطوبة تتحول إلى بخار يسبب انفجارات عشوائية.
- شد المحرك متذبذب.
الحلول:
- جفف الفيلامنت على 45–65°C لمدة 4–8 ساعات قبل الطباعة.
- استخدم فيلامنت عالي الجودة بتفاوت قطر أضيق.
- نفذ سحباً بارداً لإزالة أي انسداد جزئي.
- تحقق من شد ذراع المحرك وربط مسماره.

٢٥. سطح سيئ فوق الدعامات
الجزء السفلي بعد إزالة الدعامات يبدو خشناً أو متشققاً…
الأسباب:
- طبقات التلامس بين الدعامة والقطعة بعيدة — الطبقة الأولى تتدلى.
- كثافة الدعامة منخفضة تترك مسافات كبيرة غير مدعومة.
- الدعامة لاصقة بالقطعة — المسافة Z أو الإعدادات غير صحيحة.
الحلول:
- فعّل طبقات تلامس الدعامة بكثافة 100%.
- اضبط مسافة Z بين الدعامة والقطعة على 0.1–0.2 مم.
- استخدم مادة مختلفة للدعامات (PVA أو HIPS) إن كان لديك طابعة بطارقتين.
- ارفع كثافة الدعامة إلى 20–30%.
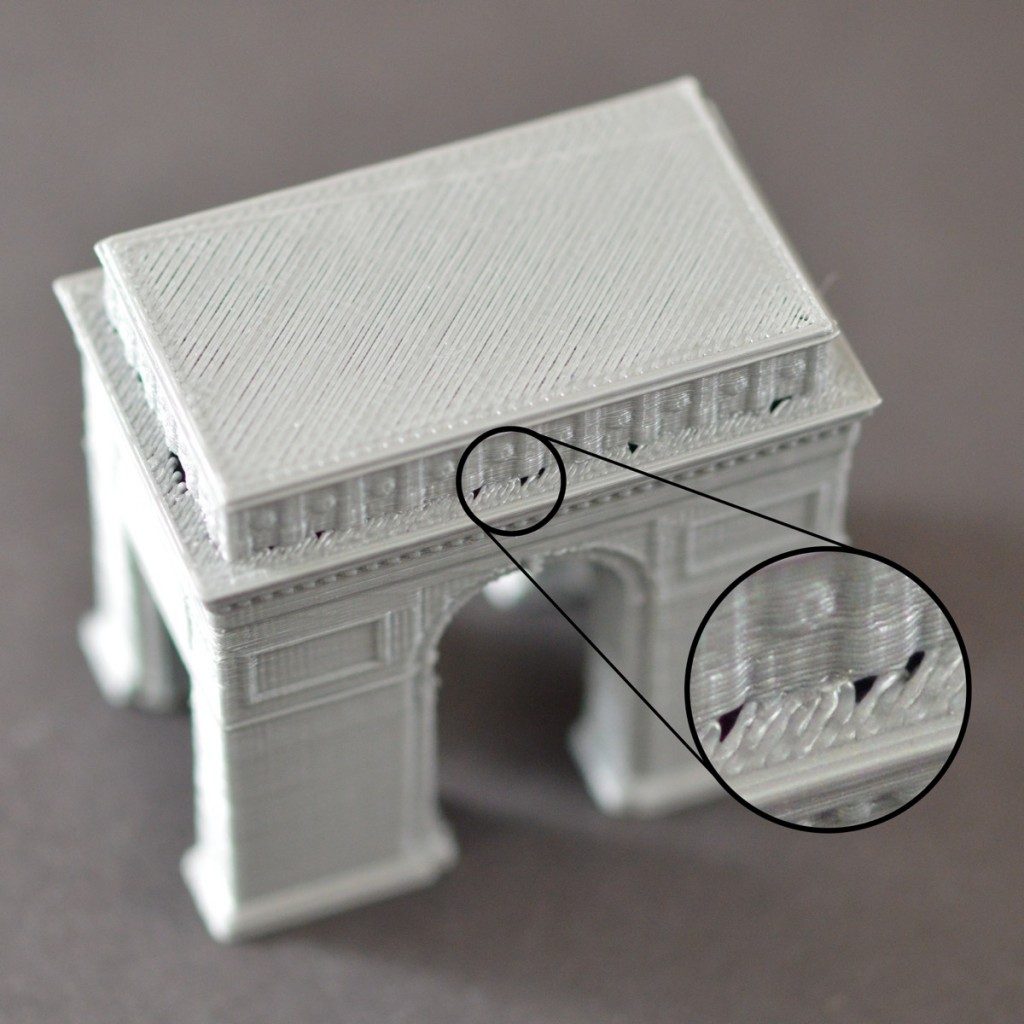
٢٦. جسر سيئ (Poor Bridging)
المسافات الأفقية بلا دعامات تتدلى أو تسقط في المنتصف…
الأسباب:
- التبريد غير كافٍ — الفيلامنت لا يتصلب بسرعة كافية في الهواء.
- سرعة الجسر مرتفعة — الفيلامنت يتدلى قبل أن يشتد.
- درجة الحرارة مرتفعة جداً تُبقي الفيلامنت سائلاً.
الحلول:
- ارفع سرعة المروحة إلى 100% للجسور.
- قلل سرعة الجسر إلى 20–40 مم/ثانية.
- اخفض درجة الحرارة 5–10 درجات للجسور تحديداً.
- للمسافات فوق 50 مم فكر في إضافة دعامات أو إعادة تصميم النموذج.
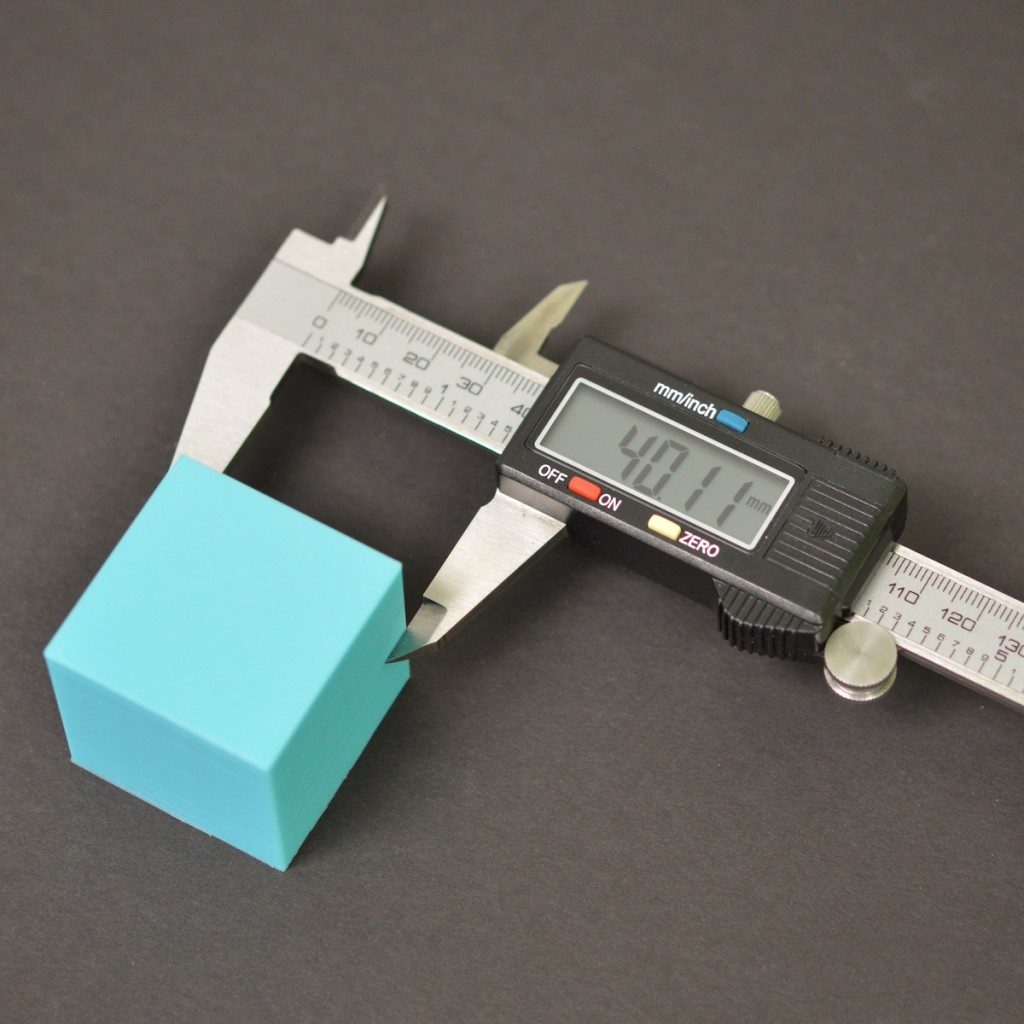
٢٧. عدم دقة الأبعاد
القطع بأحجام خاطئة — لا تتناسب مع بعضها أو مع التصميم…
الأسباب:
- زيادة أو نقص البثق يضيف أو يزيل مادة من الجدران الخارجية.
- خطوات/مم غير معايَرة لمحاور X/Y/Z.
- الانكماش الحراري أثناء التبريد يغير الأبعاد.
- قدم الفيل في القاعدة يشوه أبعاد الجزء السفلي.
الحلول:
- اطبع مكعب معايرة (20×20×20 مم) وقِسه بالفرجار.
- اعتنِ بمعايرة معامل التدفق بدقة.
- للقطع ذات التفاوتات الضيقة، كبّر النموذج قليلاً (+0.5% لـ PLA).
- استخدم "التمدد الأفقي" في برنامج التقطيع لضبط دقة XY.
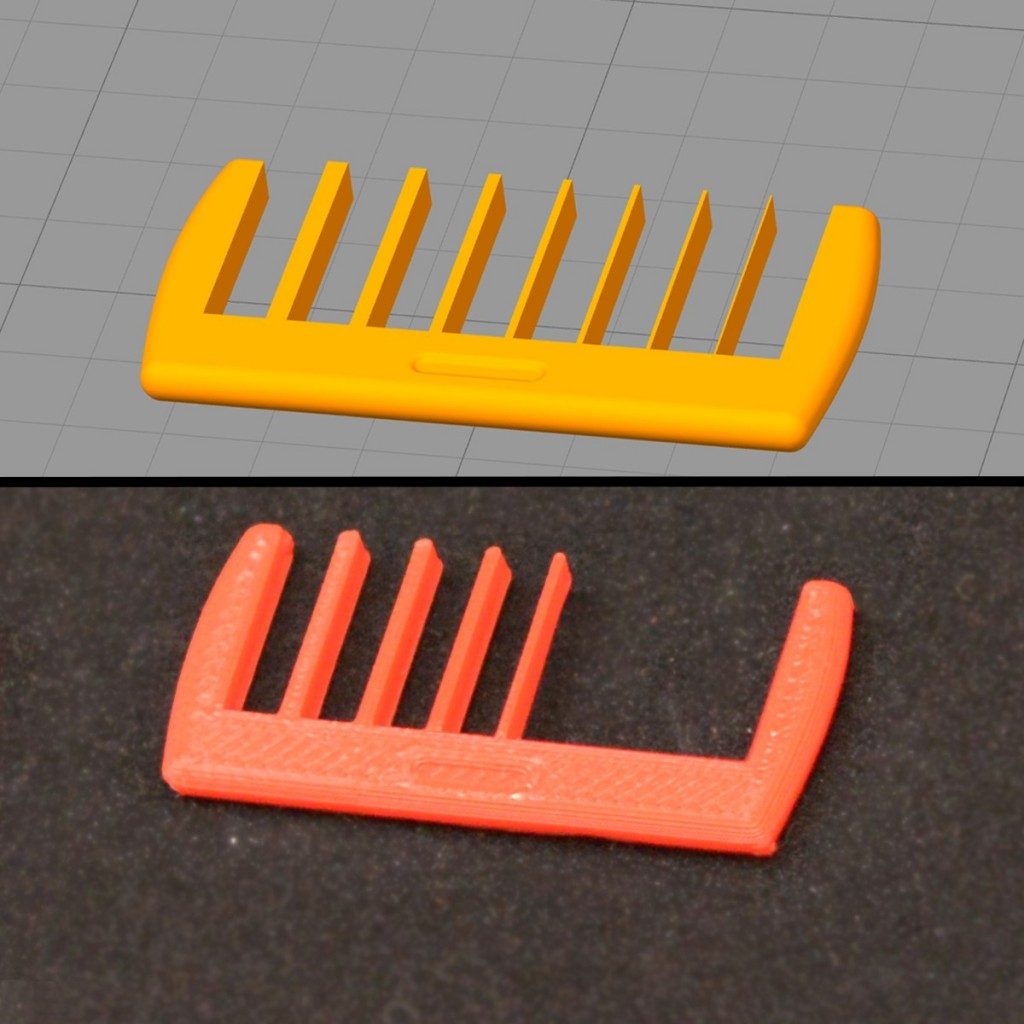
٢٨. الطباعة في الهواء / فشل الطباعة في المنتصف
النموذج ينفصل عن السطح والطابعة تستمر في البثق في الفراغ…
الأسباب:
- القطعة تفقد الالتصاق بالسطح أثناء الطباعة وتُسحب من مكانها.
- انزياح الطبقات يتسبب في تصادم الفوهة مع القطعة وإسقاطها.
- الالتواء يرفع أحد الأركان في مسار الفوهة.
- اهتزاز أو صدمة خارجية تُزيح القطعة.
الحلول:
- حسّن الالتصاق بالسطح — نظّف السطح، أعد المستوى، واستخدم brim للقطع الطويلة أو صغيرة القاعدة.
- حل مشكلة انزياح الطبقات (الأحزمة، صواميل الضبط، تيار المحرك).
- فعّل مستشعرات الكشف عن الفشل أو نفاد الفيلامنت إن وُجدت.
- قلّل سرعة الطباعة وبرودة المروحة لتحسين تثبيت الطبقة الأولى.
- استخدم حاوية مغلقة للمواد القابلة للالتواء كـ ABS وASA والنايلون.
٢٩. خط الوصل الرأسي Z-Seam
خط أو نتوء رأسي يمتد على جانب القطعة في نقطة بداية كل طبقة…
الأسباب:
- كل طبقة يجب أن تبدأ وتنتهي في مكان ما — نقطة الانتقال تترك أثراً.
- كثرة السحب تسبب فجوة في الوصلة؛ قلّته تسبب نتوءاً.
- بدء كل طبقة في نفس نقطة XY يراكم الأثر في خط واضح.
الحلول:
- اضبط موقع الوصلة على "عشوائي" في برنامج التقطيع لتوزيع الأثر على السطح.
- استخدم "أحد الزوايا" أو "الجهة الخلفية" لإخفاء الخط في مكان غير ظاهر.
- اضبط مسافة السحب وسرعته بدقة للحد من التسرب.
- فعّل "Wipe before retract" أو "Coasting" لتقليل التسرب عند النهاية.

٣٠. الفيلامنت الرطب / المتأثر بالرطوبة
أصوات فرقعة أثناء الطباعة، سطح فقاعي خشن، وقطع أضعف من المعتاد…
الأسباب:
- معظم الفيلامنتات (خاصةً Nylon وTPU وPETG وPVA) تمتص الرطوبة من الهواء في غضون ساعات.
- الماء المحبوس يتحول إلى بخار داخل الفوهة مسبباً الفرقعة والفقاعات والتسلل.
- الرطوبة تضعف التصاق الطبقات وتجعل القطعة هشة.
الحلول:
- جفّف الفيلامنت في مجفف طعام أو فرن على 45–65°C لمدة 4–8 ساعات حسب المادة.
- استخدم مجفف فيلامنت مخصص أو صندوق جاف مع مواد امتصاص رطوبة أثناء الطباعة.
- احفظ الفيلامنت في أكياس مفرغة أو حاويات محكمة الإغلاق مع هلام السيليكا.
- إذا استمرت الفرقعة بعد التجفيف، ارفع درجة حرارة الطباعة 5–10°C.
٣١. الطبقة الأولى سميكة جداً أو رفيعة جداً
الطبقة الأولى تبدو مسطحة بالكامل أو لا تلمس السطح بشكل صحيح…
الأسباب:
- إزاحة Z (موضع الفوهة في الصفر) مضبوطة بارتفاع زائد أو ناقص.
- السطح غير مستوٍ — زاوية أعلى من الأخرى.
- ارتفاع الطبقة الأولى أو معامل البثق الأول غير محدد بشكل صحيح في التقطيع.
- السطح تشوّه أو تغيّرت درجة حرارته منذ آخر معايرة.
الحلول:
- أعد معايرة السطح — يدوياً أو تلقائياً (ABL/Mesh Leveling).
- اضبط إزاحة Z: اخفض الفوهة إذا كانت الخطوط لا تلتصق ببعض، أو ارفعها إذا كانت الطبقة مسطحة جداً.
- استخدم اختبار الورقة — يجب أن تشعر بمقاومة خفيفة عند سحب ورقة تحت الفوهة.
- اضبط ارتفاع الطبقة الأولى على 0.2–0.3 مم وسرعتها على 20–30 مم/ث.
- إذا كان السطح يتشوّه بالحرارة، استخدم تعويض شبكي (BLTouch، CR Touch، إلخ).

٣٢. الدعامات صعبة الإزالة
هياكل الدعم تلتحم بالنموذج وتخلع أجزاء منه عند إزالتها…
الأسباب:
- مسافة Z للدعم صغيرة جداً — الدعم يلتحم بالنموذج.
- طبقة الواجهة كثيفة جداً مما يزيد مساحة الالتصاق.
- درجة حرارة الطباعة العالية تزيد الترابط بين الدعم والقطعة.
الحلول:
- زد مسافة Z للدعم إلى 0.2–0.3 مم (ارتفاع طبقة واحدة) لتسهيل الفصل.
- استخدم طبقة واجهة بكثافة منخفضة (20–40%) لتقليل الالتصاق.
- جرّب "Tree Supports" أو "Organic Supports" — تلمس النموذج في نقاط أقل.
- فكّر في فيلامنت دعم قابل للذوبان (PVA مع PLA، أو HIPS مع ABS) إذا كانت طابعتك ثنائية البثق.
- اقطع على طول حافة الدعم بقاطع قبل السحب لتقليل التمزق.
٣٣. الفوهة تخدش أو تصطدم بالقطعة
الفوهة تحك على الطبقات المطبوعة مسبقاً وتترك خدوشاً أو تُسقط القطعة…
الأسباب:
- البثق الزائد يجعل الطبقات أعلى من المتوقع فتصطدم بالفوهة.
- إزاحة Z منخفضة جداً — الفوهة قريبة جداً من السطح.
- الالتواء يرفع جزءاً من القطعة في مسار الفوهة.
- ارتفاع الطبقة قريب جداً من قطر الفوهة.
الحلول:
- اضبط معدل التدفق لإلغاء البثق الزائد.
- ارفع إزاحة Z قليلاً لتوفير مسافة مناسبة بين الفوهة وسطح الطباعة.
- فعّل "Z-hop عند السحب" — الفوهة ترتفع قبل الانتقال.
- الحد الأقصى لارتفاع الطبقة يجب ألا يتجاوز 75–80% من قطر الفوهة.
- عالج الالتواء من الجذر (درجة حرارة السطح، حاوية مغلقة، brim).
٣٤. الـ Brim أو Raft لا ينفصل بشكل نظيف
الـ Brim ملتحم بقاع القطعة ويشد أجزاء منها عند تقشيره…
الأسباب:
- فجوة الـ Brim مضبوطة على صفر — الـ Brim يُطبع ملاصقاً للنموذج بدون فاصل.
- الطبقة الأولى مسطحة جداً مما يزيد مساحة الالتصاق.
- فجوة الهواء في الـ Raft صغيرة جداً للمادة المستخدمة.
- درجة حرارة الطباعة العالية تزيد الترابط بين الـ Brim والقطعة.
الحلول:
- اضبط "Brim Gap" على 0.1–0.2 مم في برنامج التقطيع لإنشاء خط فصل طفيف.
- للـ Raft، زد "Raft Air Gap" إلى 0.2–0.3 مم.
- استخدم مادة لاصقة (غراء عصا، لاك شعر) بدلاً من Brim إذا كان هدفك فقط الالتصاق.
- اخدش الحدود بسكين حرفي قبل التقشير للحصول على فصل نظيف.
٣٥. تموج الطبقات / لون أو ملمس غير متسق
أشرطة أفقية من لمعة أو لون أو ملمس مختلف تتكرر على جانب القطعة…
الأسباب:
- تذبذب درجة حرارة الفوهة — PID غير مضبوط أو فشل في سخّان أو مستشعر حراري.
- بثق غير منتظم بسبب فوهة مسدودة جزئياً أو متآكلة.
- محور Z بسكرو مائل يسبب تموجات دورية معروفة بـ "Z-wobble".
- قطر الفيلامنت غير متسق في بكرة منخفضة الجودة.
الحلول:
- شغّل PID Auto-tune للفوهة واحفظ القيم الجديدة في EEPROM.
- افحص أسلاك السخّان والمستشعر الحراري — استبدلها عند وجود أي فلوس أو تآكل.
- لـ Z-wobble، تحقق من استقامة السكرو وعدم تشديد الوصلات المرنة بإفراط.
- قِس قطر الفيلامنت في عدة نقاط — إذا تجاوز التباين ±0.05 مم انتقل لبكرة أجود.
- جرّب فوهة مختلفة لاستبعاد انسداد جزئي يسبب تفاوتاً دورياً في التدفق.